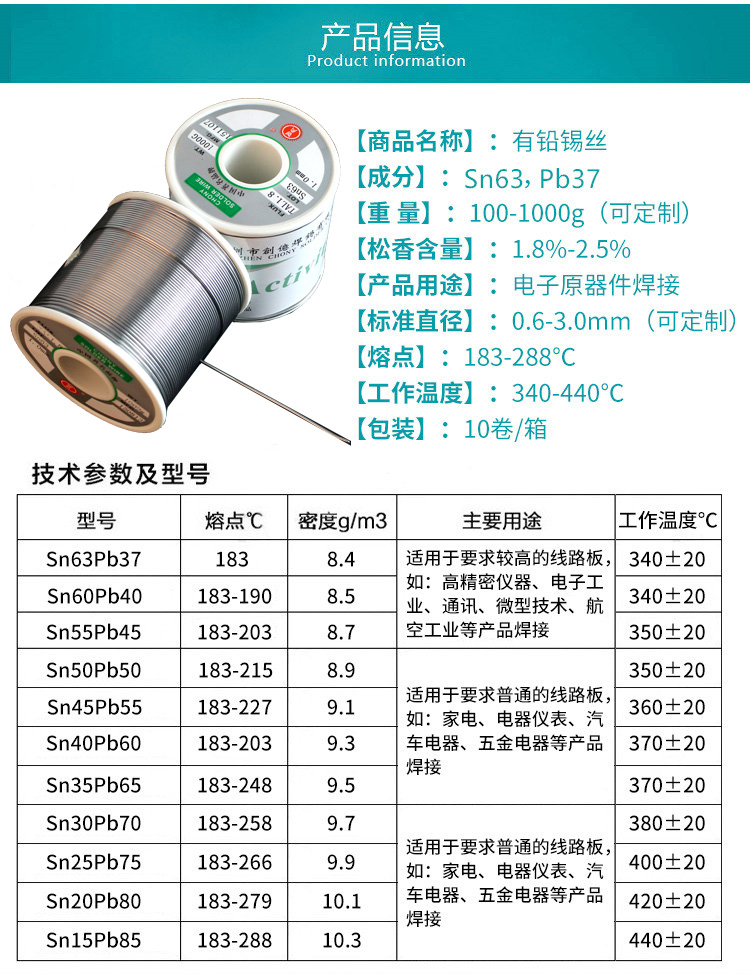
本产品采用高品质松香配制而成,松香芯分为:R型(非活化)、RMA型(中度活性)和RA型(高度活性)共三种。具有焊接时间湿润性佳,焊点可靠,各种技术性能指标优良,用途广泛等特点。本厂配有多种合金比例和线径供可选择。